HOW BEAUTIFUL THE MOUNTAIN IS
There is no need to extract from nature what can simply be produced on site with a screening bucket, namely fine trench backfill material. For a mountain contractor from Haute-Maurienne like Yoan Bernard, screening excavated material directly on site is more than obvious, it is a necessity. After a first successful experience with a screening bucket mounted on his 10-ton spider excavator, he moved to a more compact model: an ALLU DC 2-08 Bucket weighing 275 kg for his 5-ton Kubota.
For the commissioning, Yoan is operating the machine while Pierre Ratigner, workshop manager at Cimax, adjusts the hydraulic flow. While the manufacturer recommends a range of 20 to 40 l/min, for this 5.5-ton KX057-4 excavator the flow is set to 38 l/min. The maximum operating pressure is 200 bar and does not require any particular adjustment.
For the operation of its bucket, as with its heavier models DL-series for excavators up to 12t, D-series for excavators up to 45t, ALLU has chosen a drive system where the first rotor is powered by a hydraulic motor, with transmission to the opposite side via a gear and a well-dimensioned metal chain.
On the DC-series for compact excavators from 2 to 10 t, the same drive design is used with the integrated Transformer technology. This allows efficient screening regardless of the type of material: from hard and compact to soft and malleable, from dry to more or less wet and sticky.


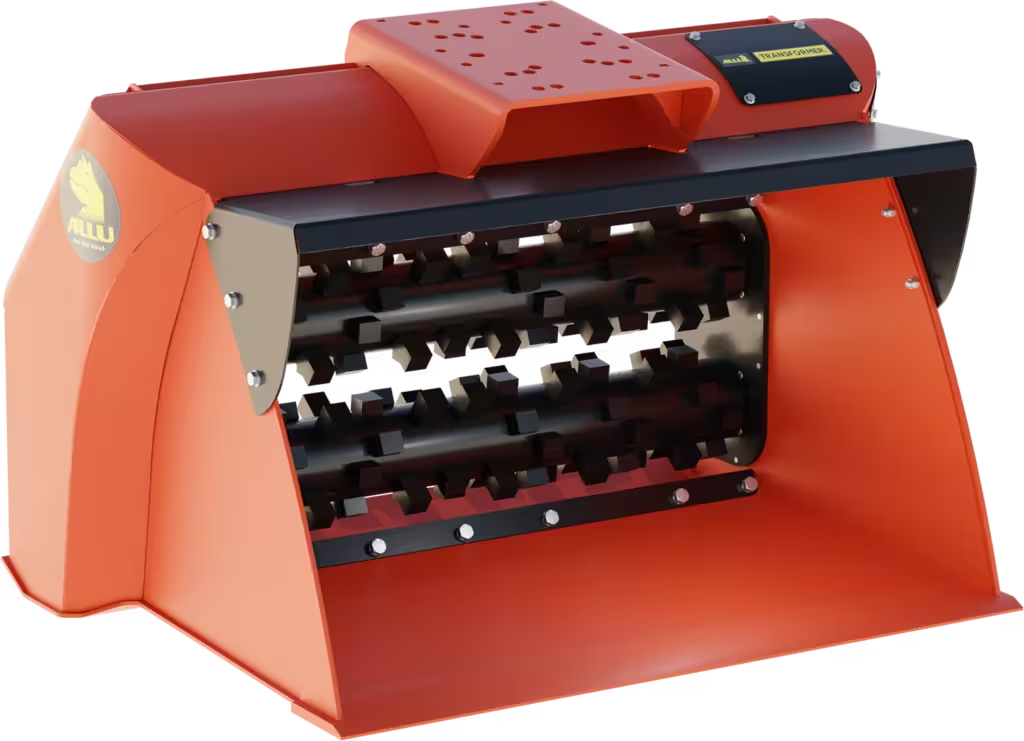
THE SCREENING EXPERIENCE
The main difference with the ALLU bucket lies in its fixed screening grid positioned above the rotors. This ensures that the loaded material always remains in contact with the grid. The blades pass through the grid and clean themselves automatically, which helps maintain:
- optimal productivity
- consistent particle size quality
- reduced wear on the bearing housings, since the rotors are not in direct contact with the raw material.
In addition, the bucket features special wear-resistant steel blades. They are individually replaceable because they are not welded, and are designed to mix the material effectively, break up lumps, aerate it, loosen it if wet, and ultimately allow only the fine fraction to pass through.
ALLU offers different blade sizes for its TS screening rotors, the most frequent being 16mm to get a 0/20 material output. 8mm, 25mm and 35mm TS blades are also available to provide respectively 0/10, 0/30 and 0/40 output size. The TS system also offers the possibility to pair the blades easily to double the output fragment size.

EASY OPERATION
Using the bucket is straightforward. Once the bucket is filled (capacity of 0.26 m³ for the DC 2-08), Yoan activates the rotor movement using a roller on his joystick. The rotation direction lifts the material upward.
If a blockage occurs, for example if a blade is jammed by a stone, Yoan can reverse the rotation, since the ALLU bucket hydraulic line is double-acting.
“The market offers quite a wide range of screening buckets. The advantage of the ALLU lies in the sizing of its structural steels and especially the quality of the weld seams — it’s industrial-grade. The blades are made of wear-resistant steel. What interests me most is a tool that performs reliably throughout its lifespan and guarantees efficient production, even when the material is wet,” explains Yoan.
Here, the bucket is used to select materials in order to produce a finer fraction suitable for trench backfilling and pipe bedding.
According to productivity calculations made by Nils from Cimax, the average daily output of this DC 2-08 screening bucket will be between 70 and 130 m³ per day. Many variables influence this: moisture content and the nature of the material. These estimated values are non-contractual.


This customer story was originally published by TP & Aménagements.