Schaumlava Grube Herchenberg GmbH is dedicated to the extraction and refinement of foamed lava, with passion and expertise. They are more than just a quarry – they are specialists in processing this raw material so that its natural strengths are fully utilized.
From mining to gentle processing and customized supply for different customer needs, Schaumlava Grube handles every step with the greatest care. Whether in landscaping, where foamed lava ensures stable and permeable substrates, or in technical filtration systems – the company’s products provide long-lasting, sustainable solutions.
Great emphasis is placed on resource-saving processes and close cooperation with customers to deliver optimal material quality for every application. Quality, reliability, and innovation – this is what Schaumlava Grube Herchenberg GmbH stands for.

Focusing on efficiency, sustainability, and economic strength
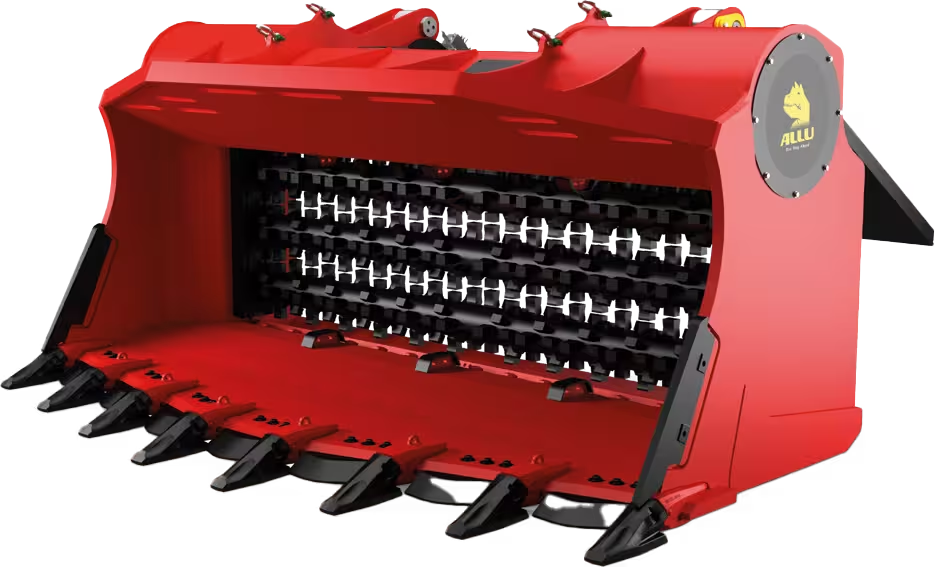
The ALLU DH 4-17 Screening Bucket takes on a central task in the quarry: it crushes the rock directly where it occurs, reducing transport and saving time. On-site processing boosts efficiency, lowers wear and energy use, and provides better control over the final product.
Choosing the ALLU bucket was a key step toward more efficient and gentle material processing. Its flexibility allows it to be mounted directly on an excavator and used immediately exactly where the material occurs, reducing dependence on fixed plants and saving valuable time. Gentle processing was another key advantage: the ALLU Bucket crushes rock to the desired size without clogging.

A Trusted Partnership Driving Sustainable and Efficient Material Processing
Schaumlava Grube was also impressed by the practical experience and reliable support from ALLU and their dealer Schlüter Baumaschinen GmbH — a partnership they can trust. Schlüter sees itself not only as a dealer but above all as a service provider with first-class customer service. Customer satisfaction is at the core, and individual needs and wishes are translated into market-oriented solutions.
With the ALLU Bucket, Schaumlava Grube Herchenberg strengthens its position as an innovative and responsible company in raw material refinement. The investment pays off in two ways: for the environment and for long-term economic success. For Schaumlava Grube Herchenberg GmbH, Schlüter Baumaschinen is more than just a supplier – it is a reliable partner on the way to even more efficient and sustainable raw material processing.
Related products

Screening Bucket – D-Series
Other case studies

Hazardous Waste Processing in Latvia’s Largest Remediation Project
When Latvia launched its most ambitious environmental cleanup to date, A/S BAO turned to ALLU to handle the extreme materials and conditions at the infamous Inčukalns tar ponds. More than…
Explore customer story
Support by the bucketload: Enviropacific & ALLU
Enviropacific integrated a customised ALLU TS Screener Crusher bucket into their operations to address production challenges caused by tough clay material. The bucket, configured with axe blade cutters, was designed…
Explore customer story
Better backfill in solar padding
To handle smaller jobs where large padding equipment didn’t fit, Ozzies brought in ALLU DN 3-12 buckets – screening material directly into trenches for solar, civil, and water projects with…
Explore customer storyInterested?
Contact our team and we’ll help you find the perfect solution for your business.