ALLU Products
Screen, crush, process, aerate, mix and load faster.
ALLU Soil Improvement Products
Stabilize, solidify & remediate soft soils fast with high quality results.
Support & Spare Parts
Global support, product training, genuine spare parts & maintenance.
What is the right ALLU Bucket for your next project?
Build the perfect ALLU Transformer Bucket.
Start by selecting the type of machine for the job

From money-draining to money-making
ALLU products make your work faster, safer, and more profitable.
How? With ALLU, you save on transport costs and buying extra equipment. You can even create value by re-using the on-site materials. Finish jobs much faster with improved efficiency.
ALLU works in any industry.
Why ALLU?
1. Proven solutions with decades of expertise: For 40 years, our products have led the market, driven by an innovative approach and a proven track record.
2. Rapid return on investment: Our solutions quickly pay for themselves. You can do everything on-site and avoid material transportation costs.
3. Unmatched Nordic quality: Engineered in Finland, our products are high-quality, durable, and perform exceptionally well.
4. Global technical support: No matter where you are, our global support network is always ready to help, ensuring your operations run smoothly.
5. Easy integration with versatile attachments: Our products are compatible with most excavators, wheel loaders, skid steers, backhoe loaders and tractors enhancing their functionality.
6. Consistent high-quality outcomes: With ALLU products you get consistent results in your material handling operations ensuring your work quality.


40 Years of Expertise at Your Service
ALLU is a family business that designs and manufactures screening and crushing buckets for the processing, separation, sorting, mixing, and crushing of materials. Typical applications include soil and waste recycling, the treatment of contaminated soil, and the transformation of waste into usable materials.
For four decades, ALLU has provided innovative solutions and expertise in the field of material handling. With a strong commitment to customer satisfaction and continuous improvement, ALLU has established itself as a reliable partner in various industries worldwide. Our headquarters are in Finland, and we operate globally with over 100 local dealers in more than 30 countries.
ALLU Products
The ALLU screening bucket is designed to screen and separate a wide range of materials, including soil, sand, gravel, compost, demolition waste, and biomass.
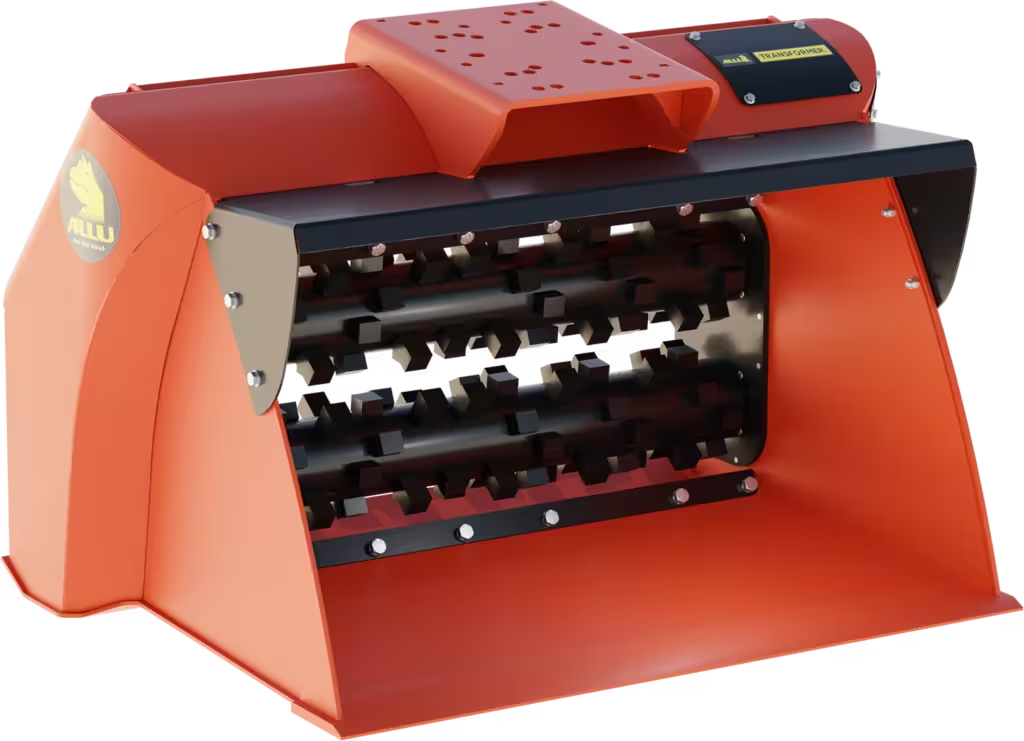
Screening Bucket – DL-Series

Screening Bucket – D-Series
Processor Power Mixer


Contact Us
Our customer service team is happy to answer your queries or arrange a demo. Our global team is on hand to offer all the help you need, we’re just a phone call or email away.

Soil Recycling Management in Australia
Soil Recycling Co. is at the forefront of soil screening in Victoria, dedicated to promoting the reuse of soil as a valuable resource rather than disposing of it in landfills.
Explore customer story
Recycling of Asphalt, PFA, and More: ALLU & MRD Plant
Discover how MRD Plant in Leicestershire uses ALLU screening buckets, including the DH 4-17 and DS 3-23 models, to revolutionize waste material handling. From recycling asphalt road planings to processing…
Explore customer story
Compost Happens
Screening Bucket DN 2-12 transforms manure and straw into rich compost by efficiently separating contaminants like stones, and string while enhancing aeration. In Australia, this solution has helped farmers reduce…
Explore customer story
Lime Screening for Kurdeez Minerals
Kurdeez Minerals improved their lime screening process by incorporating the ALLU DH3-17 TS 25 with double TS50 Axe blades. This change helped break down lime lumps, streamline material flow, and…
Explore customer story
ALLU Processor Stabilizing Road Foundation
The high water content found in sludge on a road foundation job site was making the land unfit for use with insufficient load-bearing capacity.
Explore customer story
Efficient Quarry Waste Handling
ALLU DH3-23 TS35 transforms quarry waste into valuable resources. By efficiently separating stone and clay, larger stones are ready for resale, and fine materials are repurposed for road construction or…
Explore customer storyContact Us
Our customer service team is happy to answer your queries. ALLU global team is on hand to offer all the help you need.